- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

De vooruitgang van de 200 mm SiC epitaxiale technologie van de Italiaanse LPE
2024-08-06
Invoering
SiC is in veel toepassingen superieur aan Si vanwege zijn superieure elektronische eigenschappen, zoals hoge temperatuurstabiliteit, grote bandafstand, hoge elektrische doorslagsterkte en hoge thermische geleidbaarheid. Tegenwoordig wordt de beschikbaarheid van tractiesystemen voor elektrische voertuigen aanzienlijk verbeterd als gevolg van de hogere schakelsnelheden, hogere bedrijfstemperaturen en lagere thermische weerstand van SiC-metaaloxide halfgeleider veldeffecttransistors (MOSFET's). De markt voor op SiC gebaseerde energieapparaten is de afgelopen jaren zeer snel gegroeid; daarom is de vraag naar hoogwaardige, defectvrije en uniforme SiC-materialen toegenomen.
De afgelopen decennia zijn leveranciers van 4H-SiC-substraten erin geslaagd de waferdiameter op te schalen van 2 inch naar 150 mm (met behoud van dezelfde kristalkwaliteit). Tegenwoordig is de reguliere wafergrootte voor SiC-apparaten 150 mm, en om de productiekosten per apparaateenheid te verlagen, bevinden sommige apparaatfabrikanten zich in de beginfase van het opzetten van 200 mm-fabrieken. Om dit doel te bereiken is, naast de behoefte aan in de handel verkrijgbare SiC-wafels van 200 mm, ook het vermogen om uniforme SiC-epitaxie uit te voeren zeer gewenst. Daarom zal, na het verkrijgen van 200 mm SiC-substraten van goede kwaliteit, de volgende uitdaging het uitvoeren van epitaxiale groei van hoge kwaliteit op deze substraten zijn. LPE heeft een horizontale, volledig geautomatiseerde CVD-reactor met één kristal hot-wall ontworpen en gebouwd (genaamd PE1O8), uitgerust met een meerzone-implantatiesysteem dat SiC-substraten tot 200 mm kan verwerken. Hier rapporteren we de prestaties op 150 mm 4H-SiC-epitaxie, evenals voorlopige resultaten op 200 mm epiwafers.
Resultaten en discussie
PE1O8 is een volledig geautomatiseerd cassette-naar-cassettesysteem dat is ontworpen om SiC-wafels tot 200 mm te verwerken. Het formaat kan worden omgeschakeld tussen 150 en 200 mm, waardoor stilstand van het gereedschap wordt geminimaliseerd. De vermindering van verwarmingsfasen verhoogt de productiviteit, terwijl automatisering de arbeid vermindert en de kwaliteit en herhaalbaarheid verbetert. Om een efficiënt en kostenconcurrerend epitaxieproces te garanderen, worden drie belangrijke factoren gerapporteerd: 1) snel proces, 2) hoge uniformiteit van dikte en dotering, 3) minimale defectvorming tijdens het epitaxieproces. In PE1O8 zorgen de kleine grafietmassa en het geautomatiseerde laad-/lossysteem ervoor dat een standaardrun in minder dan 75 minuten kan worden voltooid (een standaard 10 μm Schottky-dioderecept gebruikt een groeisnelheid van 30 μm/u). Het geautomatiseerde systeem maakt laden/lossen bij hoge temperaturen mogelijk. Hierdoor zijn zowel de opwarm- als afkoeltijden kort, terwijl de bakstap al wordt onderdrukt. Dergelijke ideale omstandigheden maken de groei van werkelijk ongedoteerd materiaal mogelijk.
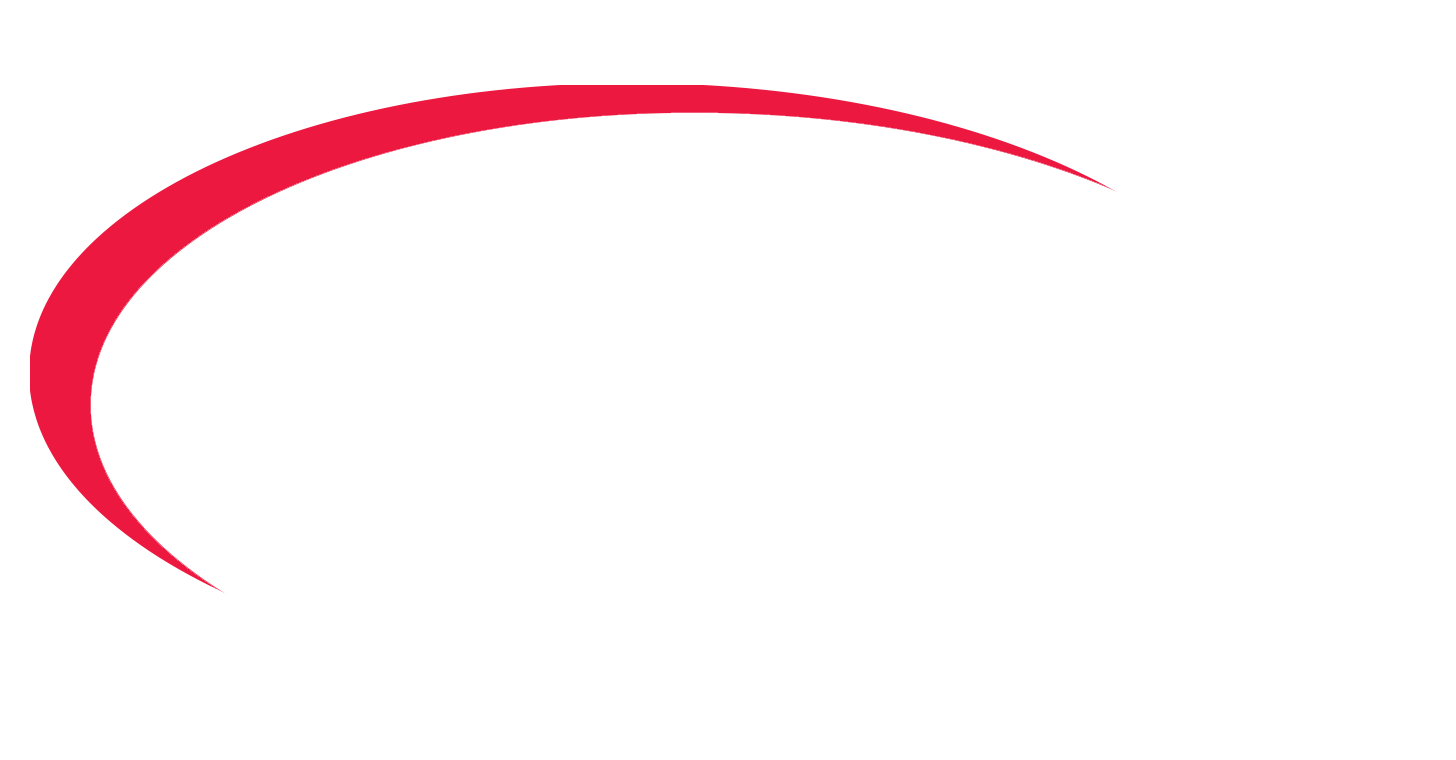
De compactheid van de apparatuur en het driekanaals injectiesysteem resulteren in een veelzijdig systeem met hoge prestaties op het gebied van zowel doping als dikte-uniformiteit. Dit werd uitgevoerd met behulp van computationele vloeistofdynamica (CFD)-simulaties om vergelijkbare gasstroom- en temperatuuruniformiteit te garanderen voor substraatformaten van 150 mm en 200 mm. Zoals weergegeven in figuur 1 levert dit nieuwe injectiesysteem gas gelijkmatig af in de centrale en laterale delen van de afzettingskamer. Het gasmengsysteem maakt de variatie van de lokaal verdeelde gaschemie mogelijk, waardoor het aantal instelbare procesparameters verder wordt uitgebreid om de epitaxiale groei te optimaliseren.
Figuur 1 Gesimuleerde gassnelheid (boven) en gastemperatuur (onder) in de PE1O8-proceskamer in een vlak dat zich 10 mm boven het substraat bevindt.
Andere kenmerken zijn onder meer een verbeterd gasrotatiesysteem dat gebruikmaakt van een feedbackcontrolealgoritme om de prestaties te verbeteren en de rotatiesnelheid direct te meten, en een nieuwe generatie PID voor temperatuurregeling. Epitaxie procesparameters. Een n-type 4H-SiC epitaxiaal groeiproces werd ontwikkeld in een prototypekamer. Trichloorsilaan en ethyleen werden gebruikt als voorlopers voor silicium- en koolstofatomen; H2 werd gebruikt als draaggas en stikstof werd gebruikt voor dotering van het n-type. Si-faced commerciële 150 mm SiC-substraten en 200 mm SiC-substraten van onderzoekskwaliteit werden gebruikt om 6,5 μm dikke 1 x 1016 cm-3 n-gedoteerde 4H-SiC-epilagen te laten groeien. Het substraatoppervlak werd in situ geëtst met behulp van een H2-stroom bij verhoogde temperatuur. Na deze etsstap werd een n-type bufferlaag gegroeid met behulp van een lage groeisnelheid en een lage C/Si-verhouding om een gladmakende laag te bereiden. Bovenop deze bufferlaag werd een actieve laag met een hoge groeisnelheid (30 μm/uur) afgezet met behulp van een hogere C/Si-verhouding. Het ontwikkelde proces werd vervolgens overgebracht naar een PE1O8-reactor die in de Zweedse fabriek van ST was geïnstalleerd. Soortgelijke procesparameters en gasverdeling werden gebruikt voor monsters van 150 mm en 200 mm. Het afstemmen van de groeiparameters werd uitgesteld naar toekomstige studies vanwege het beperkte aantal beschikbare 200 mm-substraten.
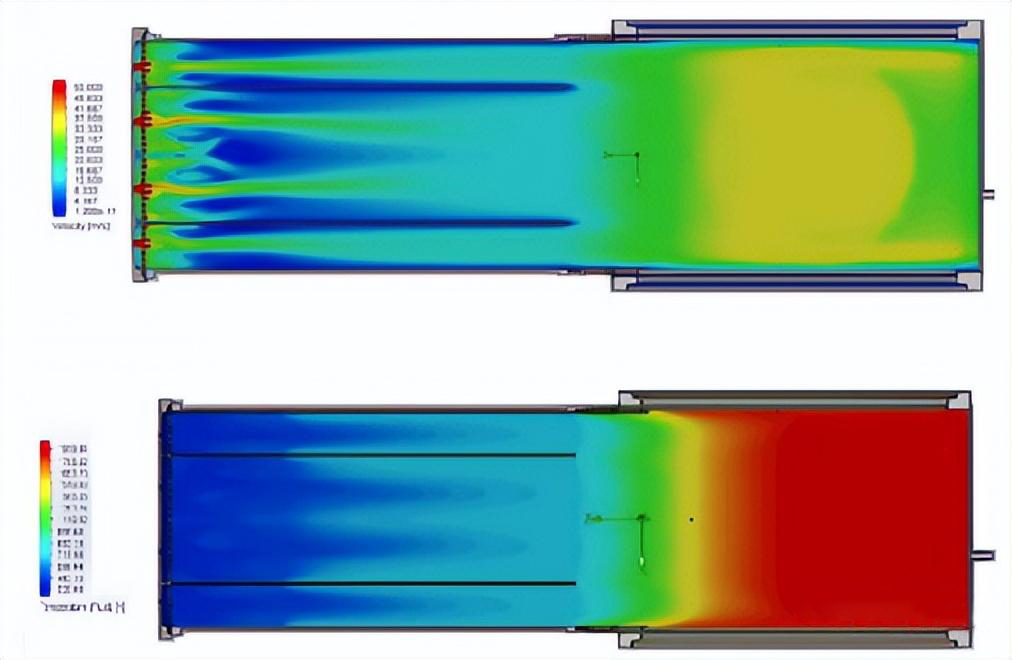
De schijnbare dikte en dopingprestaties van de monsters werden geëvalueerd met respectievelijk FTIR en CV-kwiksonde. De oppervlaktemorfologie werd onderzocht met behulp van Nomarski differentiële interferentiecontrast (NDIC) microscopie, en de defectdichtheid van de epilagen werd gemeten door Candela. Voorlopige resultaten. Voorlopige resultaten van dotering en dikte-uniformiteit van epitaxiaal gegroeide monsters van 150 mm en 200 mm, verwerkt in de prototypekamer, worden weergegeven in Figuur 2. De epilagen groeiden gelijkmatig langs het oppervlak van de substraten van 150 mm en 200 mm, met diktevariaties (σ/mean ) zo laag als respectievelijk 0,4% en 1,4%, en dopingvariaties (σ-gemiddelde) zo laag als 1,1% en 5,6%. De intrinsieke dopingwaarden waren ongeveer 1×1014 cm-3.
Figuur 2 Dikte- en doteringsprofielen van epiwafers van 200 mm en 150 mm.
De herhaalbaarheid van het proces werd onderzocht door variaties van run tot run te vergelijken, resulterend in diktevariaties van slechts 0,7% en doteringsvariaties van slechts 3,1%. Zoals weergegeven in Figuur 3 zijn de nieuwe 200 mm-procesresultaten vergelijkbaar met de state-of-the-art resultaten die eerder werden verkregen op 150 mm door een PE1O6-reactor.
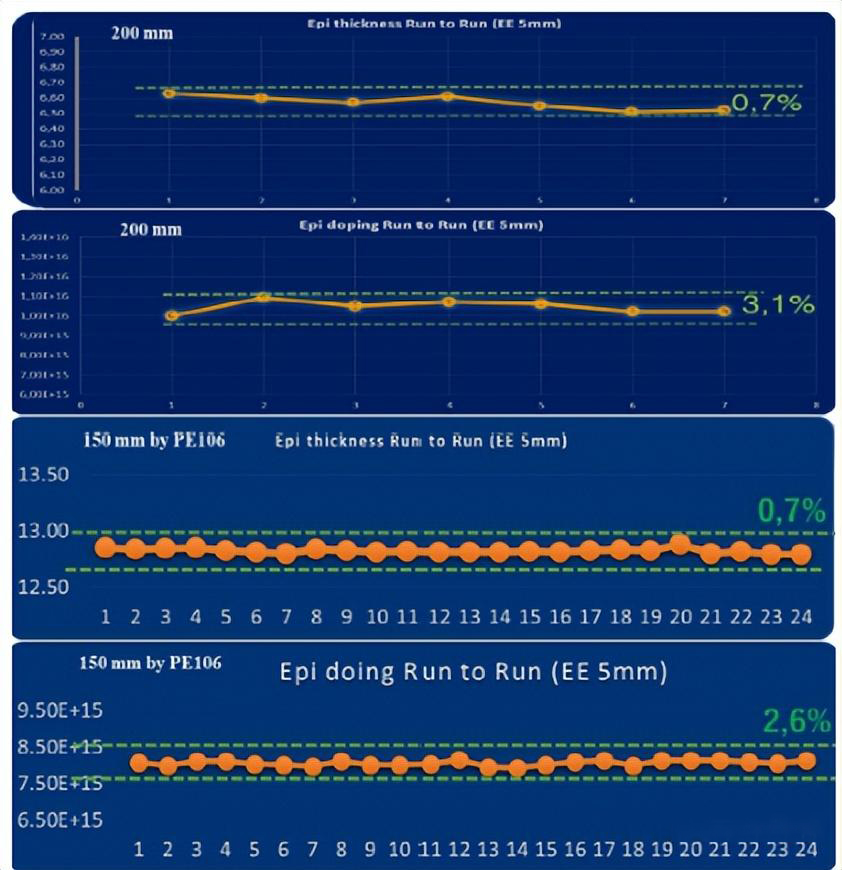
Figuur 3 Laag-voor-laag dikte en doteringsuniformiteit van een monster van 200 mm verwerkt door een prototypekamer (boven) en een ultramodern monster van 150 mm vervaardigd door PE1O6 (onder).
Wat betreft de oppervlaktemorfologie van de monsters bevestigde NDIC-microscopie een glad oppervlak met een ruwheid onder het detecteerbare bereik van de microscoop. PE1O8-resultaten. Het proces werd vervolgens overgebracht naar een PE1O8-reactor. De dikte en doteringsuniformiteit van de epiwafers van 200 mm worden weergegeven in Figuur 4. De epilagen groeien gelijkmatig langs het substraatoppervlak met dikte- en doteringsvariaties (σ/gemiddelde) van respectievelijk 2,1% en 3,3%.
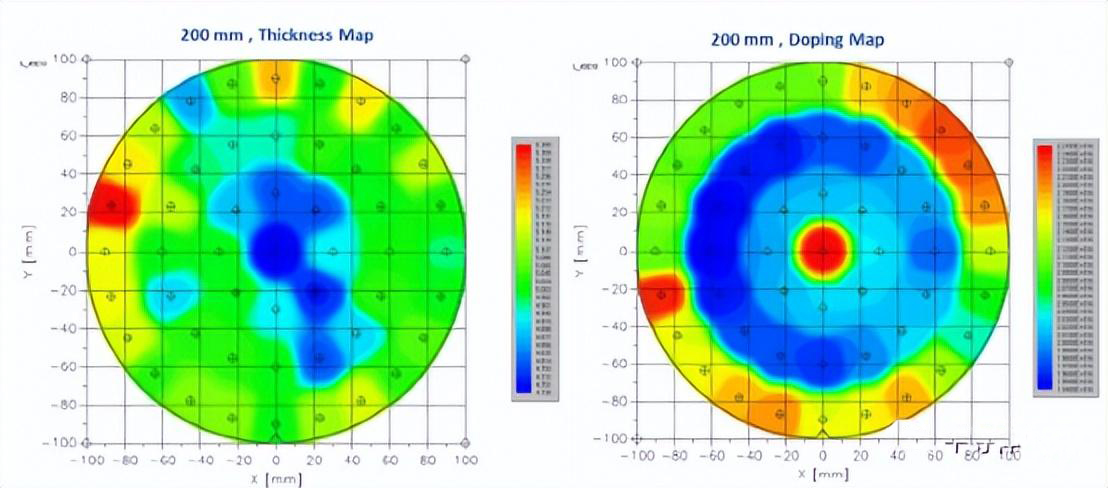
Figuur 4 Dikte en doteringsprofiel van een epiwafer van 200 mm in een PE1O8-reactor.
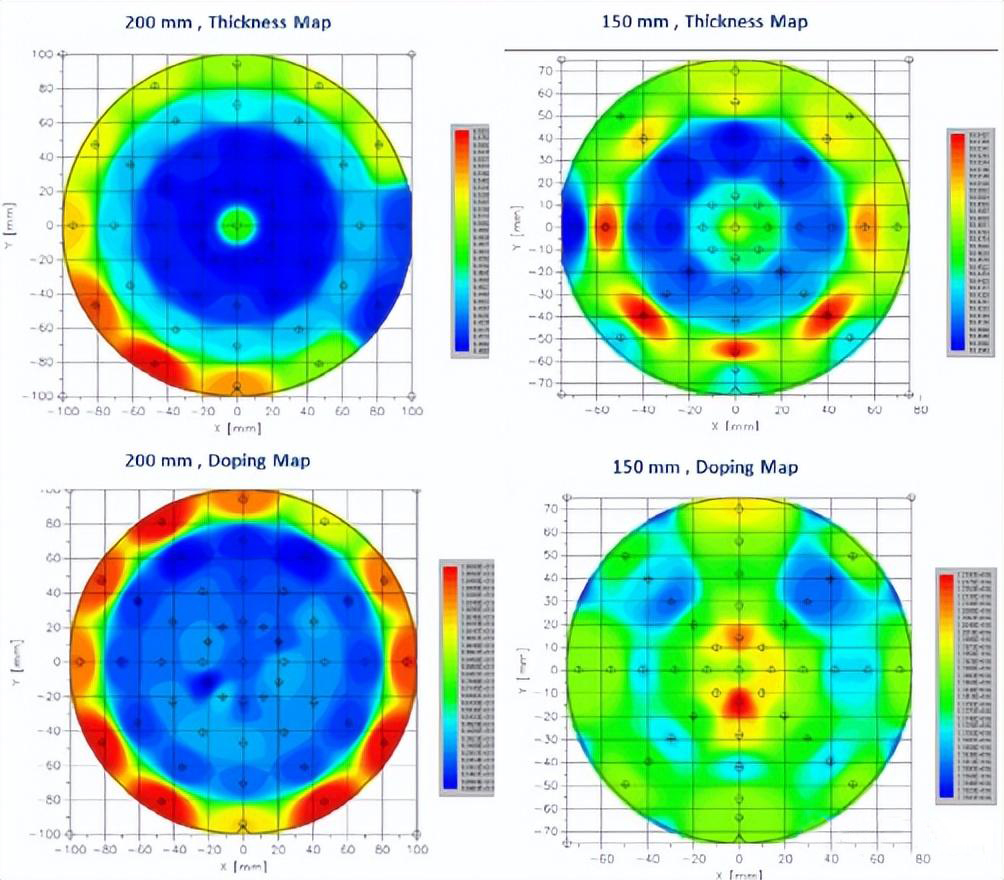
Om de defectdichtheid van epitaxiaal gegroeide wafels te onderzoeken, werd candela gebruikt. Zoals weergegeven in de afbeelding. Totale defectdichtheden van 5 zo laag als 1,43 cm-2 en 3,06 cm-2 werden bereikt op respectievelijk de monsters van 150 mm en 200 mm. Het totale beschikbare gebied (TUA) na epitaxie werd daarom berekend op respectievelijk 97% en 92% voor de monsters van 150 mm en 200 mm. Het is vermeldenswaard dat deze resultaten pas na een paar runs werden bereikt en verder kunnen worden verbeterd door de procesparameters te verfijnen.
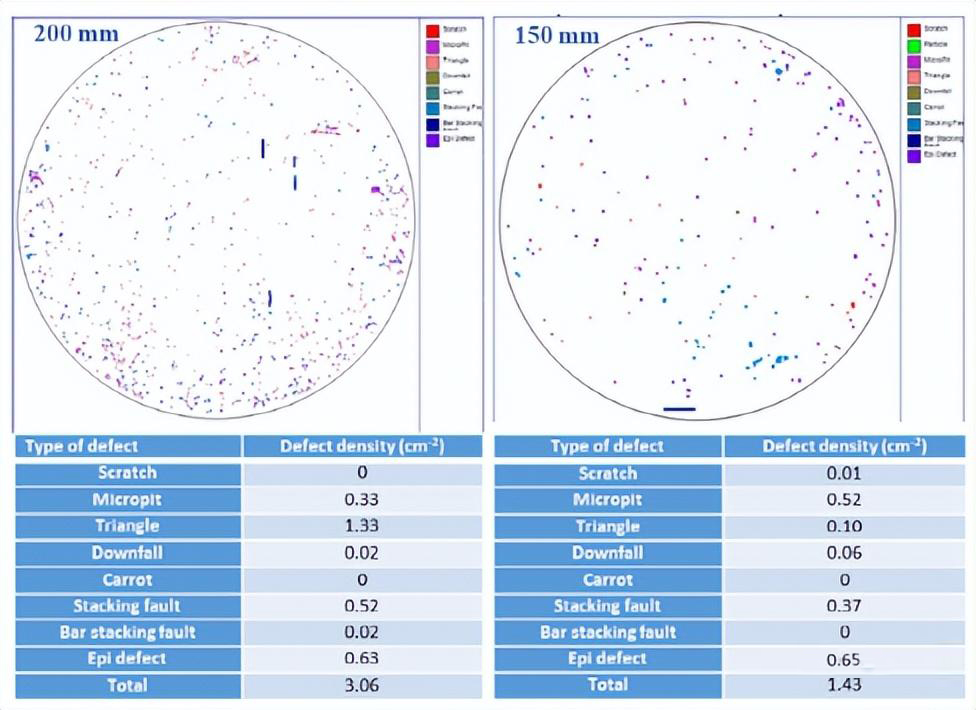
Figuur 5 Candela-defectkaarten van 6 μm dikke epiwafers van 200 mm (links) en 150 mm (rechts) gegroeid met PE1O8.
Conclusie
Dit artikel presenteert de nieuw ontworpen PE1O8 CVD-reactor met warme wand en zijn vermogen om uniforme 4H-SiC-epitaxie uit te voeren op substraten van 200 mm. Voorlopige resultaten op 200 mm zijn veelbelovend, met diktevariaties van slechts 2,1% over het monsteroppervlak en dopingprestatievariaties van slechts 3,3% over het monsteroppervlak. De TUA na epitaxie werd berekend op 97% en 92% voor respectievelijk de monsters van 150 mm en 200 mm, en er wordt voorspeld dat de TUA voor 200 mm in de toekomst zal verbeteren met een hogere substraatkwaliteit. Gezien het feit dat de hier gerapporteerde resultaten op 200 mm-substraten gebaseerd zijn op een paar reeksen tests, denken wij dat het mogelijk zal zijn om de resultaten, die al dicht bij de state-of-the-art resultaten op 150 mm-monsters liggen, verder te verbeteren door het verfijnen van de groeiparameters.